
 合作
合作
 咨询
咨询 帮助
帮助
 咨询
咨询 
- 作者:admin
- 发表时间:2018-05-08 05:21:37
- 来源:本站
什么是等离子?
人们常常把等离子称为物质的第四态。我们通常认为物质有三种状态:固态、液态和气态。以常见的物质“水”为例,水的三种状态分别是冰、水和水蒸气。这些状态的区别在于其能量水平。当以加热的形式给冰增加能量时,冰会融化成水。继续增加能量,水就会蒸发形成蒸气形态的氢和氧。继续给蒸气增加能量,氢和氧就会离子化。离子化过程会使气体变为导电体。这种能导电的离子化气体就是所谓的等离子。
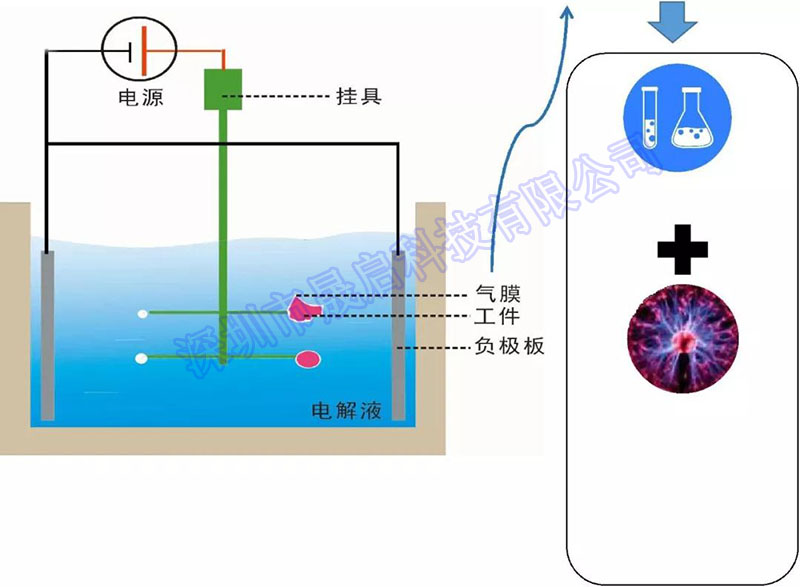
等离子体技术作为一个学科交叉的前沿研究领域,在材料、能源、天文、化工、生物工程等方面具有广泛的应用,在并不算长的发展历程中已经在化学合成、新材料研制、精密电化学加工、表面处理等领域开拓出一系列新技术和新工艺。传统的等离子体抛光技术在真空、低压或者常压下激发产生等离子体,利用等离子体中的活性粒子与表面材料粒子发生化学反应,生成挥发性物质,将表面材料去除,主要应用于光学元件的加工,处理对象绝大多数为半导体材料。金属表面电解质等离子抛光利用气液等离子体发生技术,将工件置于抛光液中,施加一定的直流电压,使工件周围的抛光液汽化,形成一个包围工件的气层,通过在气层的不同位置形成放电通道,将表面材料有选择地去除,实现对金属工件表面抛光。在该抛光体系下电极(抛光工件)、放电介质、气层和抛光液四相共同作用,主要通过放电去除表面材料,区别于传统等离子体抛光的化学去除,也区别于电解抛光体系下的电极、电解液的两相相互作用,利用电解液的电化学溶解完成抛光。该技术不仅能解决传统机械抛光方法所存在的问题,对形状复杂的工件达到很好的抛光效果,同时抛光液为低浓度的中性盐溶液对环境几乎没有污染,抛光质量和效率都是传统抛光方法难以达到的。
项目的先进性
金属表面电解质等离子抛光技术适用于对金属表面抛光,消除毛刺,磨钝尖刃,清理焊接缝,清除材料表面的氧化色、氧化皮和污渍,表面除油等等。该项技术应用前景广阔,包括:对复杂结构零件的抛光处理,对航空航天精密零件的表面处理,对兵器高质量零件的表面抛光,对各类的机器与仪表零部件的精加工,对化学设备抗腐蚀零件的抛光精加工,对医疗设备和医疗移植零件的抛光加工,对螺旋桨推进器和液压设备叶片的抛光加工,对食品加工业设备零件和不锈钢餐具制品的抛光加工,以及对卫生技术设备、照明设备的零件、家具配件的抛光加工等。我国的机床行业、仪表制造业、航空工业、造船业、化学和食品工业等行业对此项技术都十分关注。
等离子体气体温度:340 K 电子激发温度:9500 K 等离子体放电密度:5.4×1014 cm-3
ü适异形件ü无粉尘污染 ü 高能高效ü自动化抛光ü低浓度中性盐溶液
更多资讯请关照微信公众号 或者浏览 www.sqpecm.com
等离子如何切割金属?
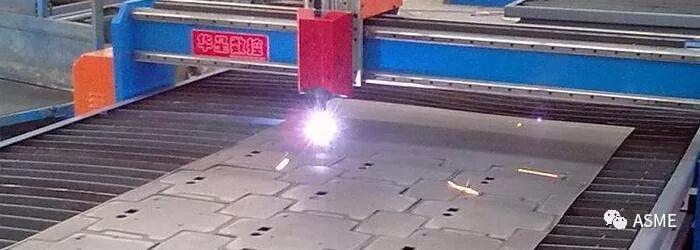
在切割导电金属的过程中,等离子切割工艺利用这种导电气体,将来自电源的能量通过等离子割炬传递到待切割的金属上,从而完成切割过程。
基本的等离子弧切割系统由电源、起弧电路和割炬组成。这些系统组件提供高质高效切割各种不同材料所需的电能、电离功能和工艺控制。
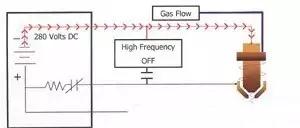
等离子工艺所使用的电源是一种恒定电流的直流电源,开路电压通常为 240 VDC 到 400 VDC。电源的输出电流(安培数)决定了系统在切割速度和切割厚度方面的能力。电源的主要作用是提供适当的能量以便在电离后继续维持等离子弧。
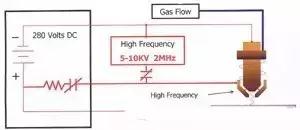
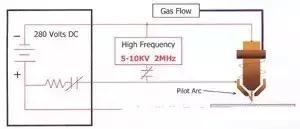
起弧电路是一种能够以大约 2 MHz 的频率输出 5000 到 10000 伏交流电压的高频发生器电路。这种电压用于在割炬内部形成高能量的电弧,使气体电离,从而产生等离子。
割炬用于固定喷嘴和电极等易损件,并对这些部件进行冷却(空冷或水冷)。喷嘴和电极用于压缩和保持等离子射流。
等离子切割机的工作过程
电源和起弧电路通过互联导线和电缆连接到割炬。这些导线和电缆为割炬输送启动及维持等离子切割工艺所需的气流、电流和高频。
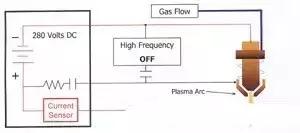
1、向电源发送启动输入信号。这同时会在割炬端形成开路电压,并促使气体流向割炬。开路电压可通过电极 (-) 与喷嘴 (+) 之间的电压来测得。请注意:喷嘴通过一个电阻器和一个继电器(引导弧继电器)连接到电源的正极,而待切割的金属(工件)则直接连接到电源正极。气体穿过喷嘴,从孔口流出。此时还没有电弧,因为直流电压还没有电流通路。

 关注企业微信公众号
关注企业微信公众号